在钣金加工中,不仅去毛刺设备的性能至关重要,打磨材料的选择也直接影响最终加工效果。用于钣金边缘去毛刺和倒圆的工具可通过以下关键特性进行区分:
磨料粒度
砂布
形态
纤维毡
这些因素的协同作用决定了打磨材料的具体效能。为了达到理想的加工效果,在选择打磨材料时需综合多方面因素考虑。本文将为您详细解析各类打磨方案的特性与应用场景。
每种材料都有适合的磨料类型
磨料的第一个典型特征是磨粒类型,即打磨过程中用于去除材料的矿物颗粒。这些磨粒以不同大小的颗粒形式附着在基材上,其特性在很大程度上决定了磨料的性能。目前有多种合成磨粒类型可用于打磨材料,其中钣金去毛刺最常用的有:
氧化铝 - 适用于所有材料,因此常用于通用型产品
锆 - 具有自锐性,使用寿命长,特别适合钢材去毛刺
陶瓷 - 切削力强且工具寿命长,尤其适用于不锈钢加工
碳化硅 - 专为铝板去毛刺设计,能提供优异的打磨效果
大颗粒磨料特别适合去毛刺和倒圆加工
上述各类磨粒均可提供不同粒度选择。钣金去毛刺和倒圆加工的典型粒度范围为40至180目,其规律非常明了:磨料粒度越大,切削力越强,打磨效果越粗犷。因此,大颗粒的磨料通常用于去除毛刺或强力倒圆加工;而小颗粒磨料切削量较小,却能获得更精细的表面效果,所以180目以上的磨料也用于表面处理。
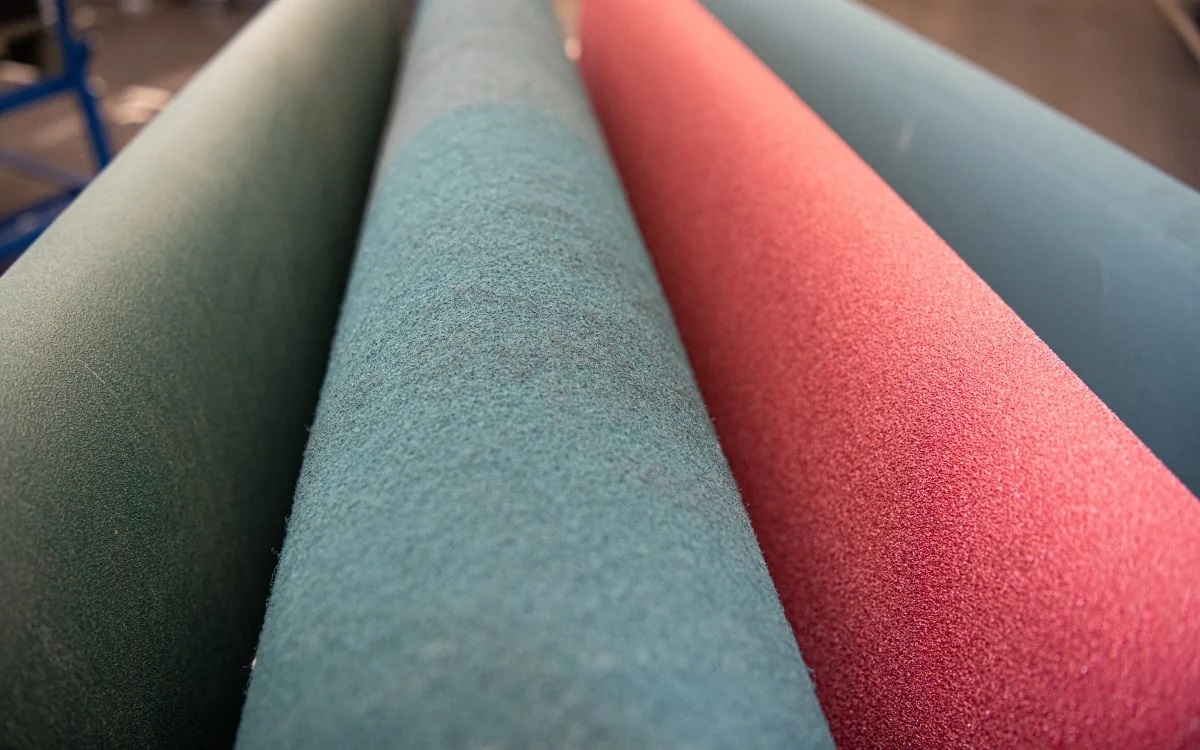
加工的板材越薄,砂布需越柔韧
在去毛刺打磨工具中,磨粒的载体是砂布基材。相比普通砂纸,砂布更坚固耐用。通过调整砂布特性,可灵活控制磨料的柔韧度。磨粒类型、粒度与砂布基材的组合,共同决定了去毛刺工具的性能表现。通常,厚板材或粗磨料需搭配更坚固的砂布,而薄板材则更适合使用柔韧型砂布。
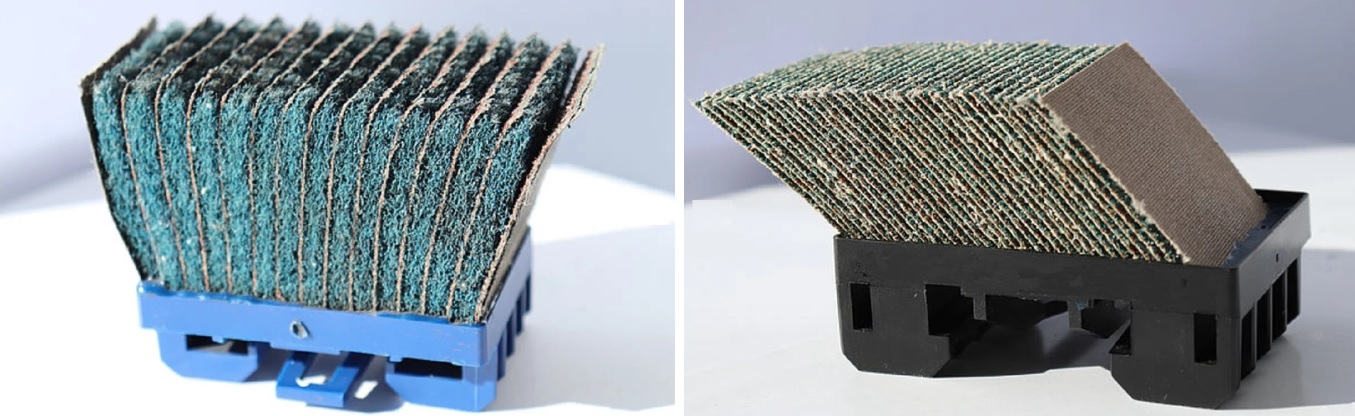
磨料形态对去除率具有重要影响
磨料的形态直接影响去毛刺和倒圆工具的效果。例如,细长磨料片能更好地贴合钣金件内轮廓,而宽型磨料片在长边加工时具有更高的材料去除率。通过调整磨料片的厚度和开槽形状(即slitting工艺),可最终确定打磨工具的特性。同时,磨料与边缘的接触角度也会显著影响去除效率。

纤维毡特别适用于边缘倒圆和表面处理
另一个关键因素是磨料纤维毡,这是一种掺有磨粒的特种纤维材料,主要用于边缘倒圆。它不仅能够保证材料去除效率,还能在盘式工具或倒圆模块中协调各砂布单元的工作。只有将磨料纤维毡与砂布基材正确组合,才能赋予工具特定的边缘倒圆特性。
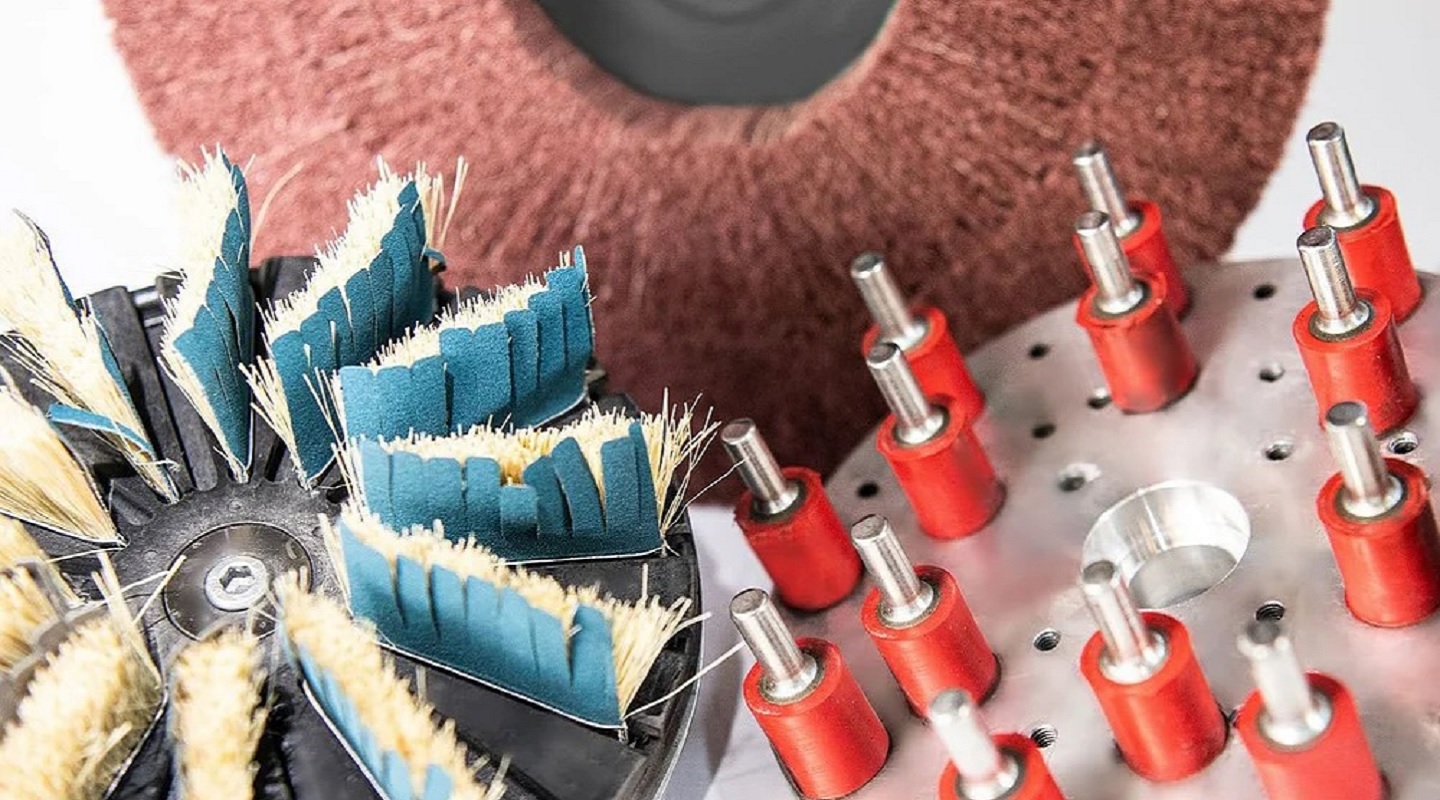
磨料可采用多种排布方式
磨料在打磨工具中有不同的排列方式。常见的有单排式和多排式盘型工具,其中多排排列能产生更均匀的打磨效果。此外,还可通过调整磨料的排列角度或分布密度来进一步优化工具性能。

总结:
钣金边缘处理工具的性能差异主要体现在以上六大关键要素上,这些要素直接决定了打磨工具的特性和加工效果。具体而言:锆特别适用于钢材加工,陶瓷磨料专为不锈钢优化,碳化硅则是铝材处理的最佳选择,而氧化铝则是最通用的解决方案。在粒度选择方面,大颗粒更适合粗加工和深度倒圆,小颗粒则能实现更精细的表面处理。就砂布基材而言,厚板材适用坚固型砂布,薄板材则推荐使用柔性砂布。此外,磨料形态、纤维毡配置及排列方式等其他要素也同样重要。正确选择和组合这些要素,对确保加工质量和成本效益至关重要。
我们可为您提供专业的服务:通过使用您的实际工件进行多工具测试对比,帮您确定定制化方案。基于测试结果,我们将提供透明的单件成本核算报告。通过优化机器与工具的组合配置,相比传统手工工艺可显著提升加工效率,从而为您的企业创造最大化的经济效益。

